

Low temperature cooking is an extended cooking technique worldwide and, in this post, we are going to explain the heating process when using immersion circulators for low temp retherming.
What is low temp cooking?
As its name indicates, it consists of applying temperatures lower than the boiling point, which are also considered ¨dangerous¨. There are some tables that explain the relation between time and temperature to achieve pasteurization and consequently a safe output, we covered this topic on another post:
Low temp cooking is generally used together with vacuum sealed products; however, this is no mandatory (for instance, low temp eggs do no require to be vacuum sealed). When combining low temp and vacuum, we call it sous-vide cooking.
Some benefits of low temp cooking
Food tenderness, flavor concentration and the safeness of the product due to pasteurization are really praised characteristics of this technique.
In fact, food tenderness and pasteurization are directly linked to the time and temperature in which a protein is cooked. This means that to do low temp right a precise control of this two variables time and temperature is crucial.
The heating process when sous vide cooking
Any heating process involves energy transfers from the hot source to the cold source. There are 3 different heat transfer mechanisms in nature: conduction, convection, and radiation.
In the heating process of sous vide vacuum sealed proteins only 2 apply: conduction and convection. Conduction, mainly inside the bag. This is how the energy is transferred from the surface of the protein to the core. Convection, when water or air is flowing around the bag. In any case the higher the temperature gap between the cold and the hot parts, the faster the energy transfer.
Low temp cooking implies a small gap between the hot and the cold part, meaning that the heat transfer speed is low, which could be considered a disadvantage.
Equipment for low temp cooking: immersion circulators
Generally speaking, immersion circulators are the preferred choice to apply this technique for 2 main reasons:
- Water heat exchange rates are superior to those of air (ovens).
- The water temperature control is relatively simple with this type of equipment.
How do immersion circulators work?
After many testing in our lab, it is very clear there is a common pattern when retherming products in a water tank using immersion circulators. In order to introduce this pattern and the different phases we can find on it; we’ll use real data gathered during one of those real-life testing.
In the following graph we see that the target temperature for the probe was 160F, while the water temperature was set to 165F. It took 50 minutes to hit the target temperature.
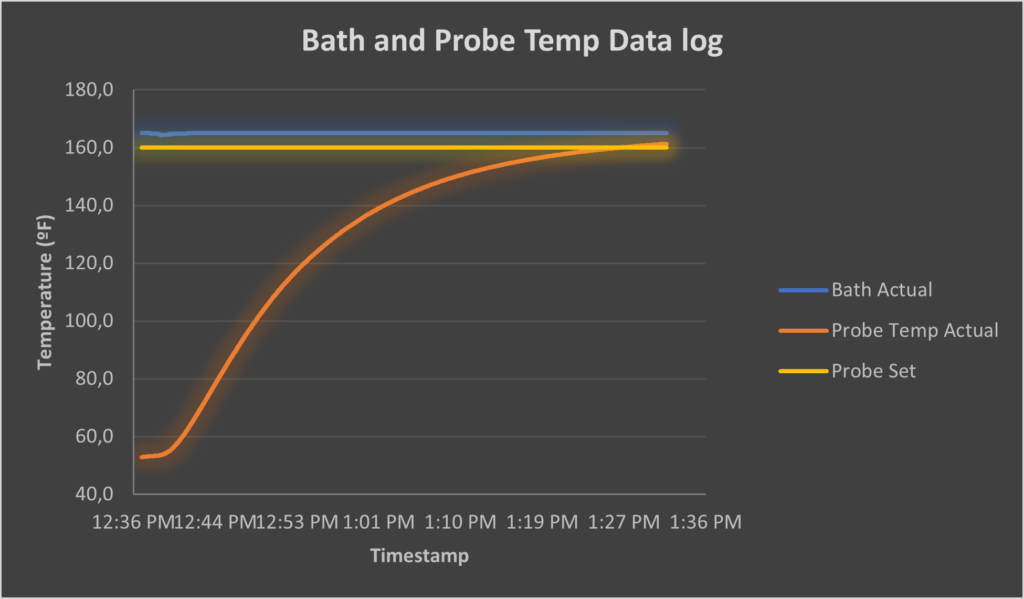
This specific graph was obtained while retherming chicken breast in a Sammic XL+120P immersion circulator. It was a batch of 30 individually packaged chicken breast, all of them put in bulk-mode in the same basket. That is, there was not any positioning of the bags to improve the water flow. The probe was measuring the internal temperature of one of the bags in the middle of the basket (worst case scenario).
NOTE: all values are taken from that testing and therefore cannot be applied or make extensive to other proteins or cooking conditions. However, as we said earlier, the patterns that we see, indeed, are found in any immersion+low-temp cooking cycle.
Now, let’s have a deeper look to this graph. First thing to notice, is that the heating is not a linear process. It took 13 minutes to increase the temperature from 53F to 107F, but then, another 33 minutes were needed to go from 107F to 160F. So, is fast at the beginning and it slows down at the end.
If we calculate the heating speed measured as Temperature increase per minute throughout the cycle, we get the following graph:
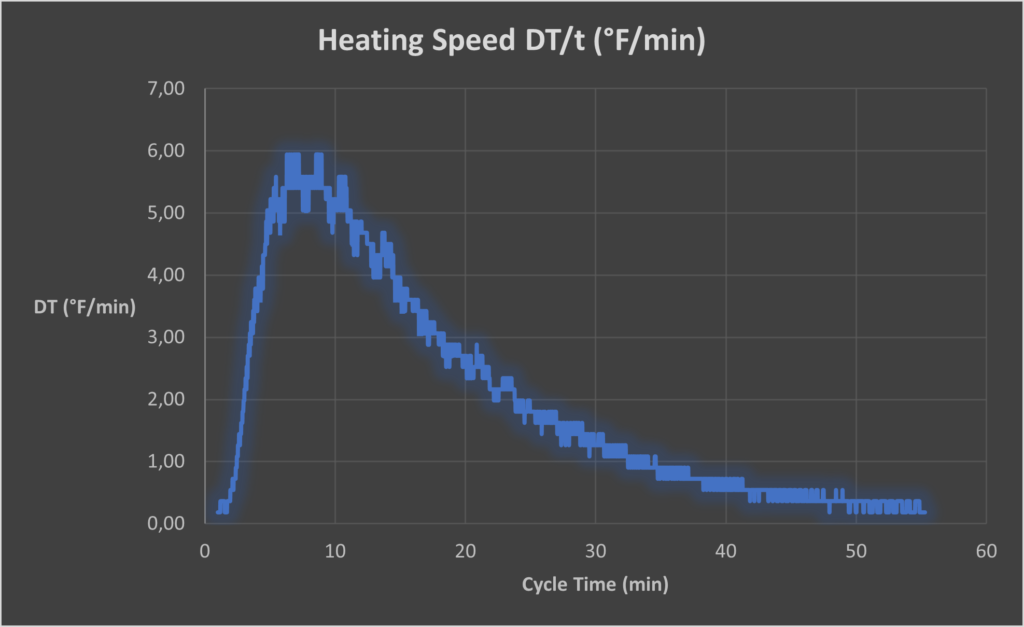
(As we are using a core probe, there is a lag until energy starts to arrive to the core). In less than 5 minutes, we hit the maximum heating speed that is around 5/6 F per minute in this cycle. This speed is kept for some minutes but quickly starts to slow down. At the end, the speed is very slow (0.2/0.4 F per minute).
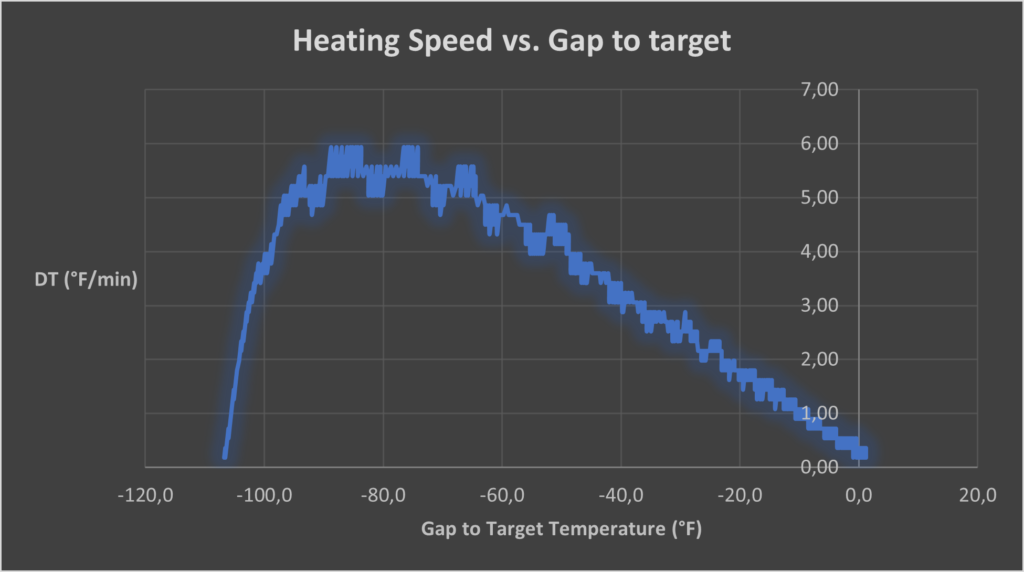
To better understand the reason why this happens, we’ll use the next graph where we have calculated the heating speed as compared to the gap between the water temperature and the target temperature for the probe. As you can see below, there is a similar lag for heating speed to increase at the beginning of the cycle. But then, we can see that the speed remains high while the gap is high and starts to decrease when the gap drops below 60F. Interestingly, the decrease is linear with the temperature gap.
What can we learn from this pattern?
- As the heating speed is not linear, it’s not that if we increase the gap to bridge by 10% we are increasing the time by 10%. So, in our testing, if we had to heat to 150 instead of 160, it would take roughly two minutes less, given we adjust the water temperature to 155F (+5 over the core temp target).
- At the same time, if we increase the water temperature to have a bigger gap between the core temperature target and the water, this will expedite the whole process. This is what makes DeltaT so popular when cooking low temp. Indeed, setting the water temp to the same value we want to achieve for the core temperature would make the cycle to take extremely long. Needless to say, if there is not a proper time control and we set a very high deltaT, there is a risk to overcook the protein.
- The actual nature of low temperature cooking/retherming is helping us to have safe cooking processes. Let’s see why.
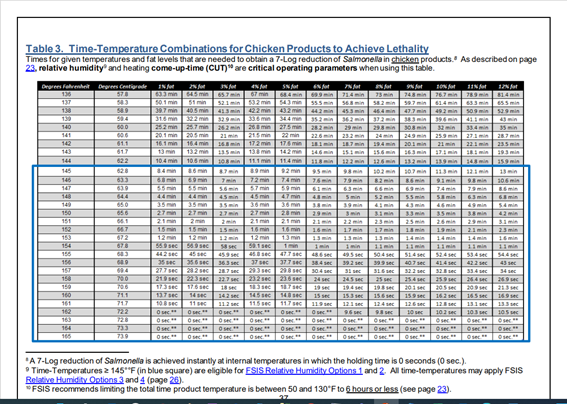
Following the Time-Temperature Combination for different proteins that the FSIS has made available to all of us in FSIS Cooking Guideline for Meat and Poultry Products (Revised Appendix A) (usda.gov), we know that there are multiple combinations of Time and Temperature that can achieve a proper pasteurization of the protein.
We have included the table below for the chicken protein. We can learn from there that to pasteurize at 160F it takes 17 seg.
If multiple bags are put in a water tank at the same time all of them will have a similar behavior, but not necessarily exactly the same. Small differences may happen depending on the actual size/thickness of each portion and the location of the bag. If we have a higher water flow surrounding some bags, we will expedite the heating process of those.
Going back to what we learned in our experiment, we saw that the bigger the gap the faster the process. This means that those bags that for whatever reason are faster at the beginning, will slow down first while the rest will keep heating at a higher pace. And will not slow down until their gap is small.
Picking the value for 150F(10F less than our target) from the FSIS table, we see that to achieve pasteurization we need to keep that temperature for 4.2 minutes. The core probe hit 150 after 33 minutes, that is 17 minutes before the cycle ended. It would have been enough to keep it there or above for 4.2min, but we kept it another 17min. This means that we don’t need to have an ultra-precise water flow or portioning to achieve pasteurization among all the bags of a batch as the real nature of the low-temp cooking/retherming process will help us.
What is deltaT in sous vide cooking?
DeltaT refers to the gap between the water temperature and the target temperature for the probe. This should not be too big for two reasons. One mentioned before has to do with getting the right tenderness. Second, it may expedite the process to such extent that small variances regarding the portioning or the exact location of the core probe cannot be overriden.
Finally, we have calculated when we achieved different combinations from the FSIS table for chicken. You’ll find the data below.
| Probe Temp (F) | Time since Cycle started (min) | Hold time to pasteurize | Time to Pasteurization (min) |
|---|---|---|---|
| 145 | 28,70 | 13,0 | 41,70 |
| 146 | 29,38 | 10,6 | 39,98 |
| 147 | 30,23 | 8,6 | 38,83 |
| 148 | 31,22 | 6,8 | 38,02 |
| 149 | 31,98 | 5,4 | 37,38 |
| 150 | 33,05 | 4,2 | 37,25 |
| 151 | 33,97 | 3,1 | 37,07 |
| 152 | 35,23 | 2,3 | 37,53 |
| 153 | 36,20 | 1,6 | 37,80 |
| * Cooking cycle ended after 50,05 minutes |
For the FSIS, the protein was pasteurized after 37 minutes. It reached at 151F in 33.97 minutes and was kept there for 3.1 min. But the cycle did not finish till 13 minutes later. More than enough to absorb any small variation regarding positioning or thickness of the portion.